


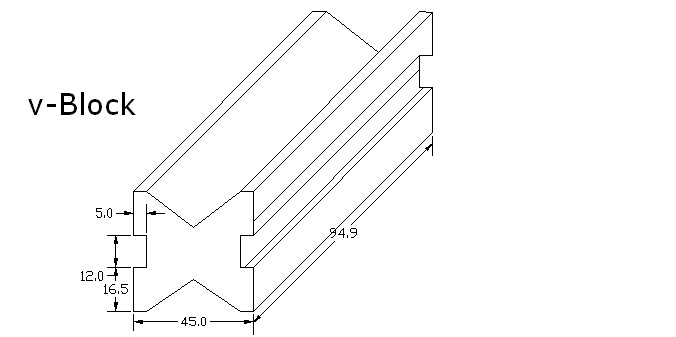
To prepare a v-Block
Procedure:
First of all clean and lubricate all the machine.
Moves cross slide towards the column face and stop it nearest position
Clamp the work piece between the vice jaws of appropriate height over strips
Remove arbor support from over arm & arbor with great care
Adjust milling cutter nearest the column face with the help of spacing collar
During the adjustment of milling cutter decides that friction of cutting teeth towards the fix jaw
Clamp arbor support nearest the cutter
Measure the diameter of cutter and calculate R.P.M by using this formula
R.P.M=C.S*1000/3.1416*D
Calculate the feed rate by using this formula
Feed rate=No of tooth*R.P.M* feed per tooth
Set work piece for up milling
To take depth of cut and starts machine & keep a paper between running cutter & work piece then move upward slowly the machine table.
To take possible depth of cut use the feed handle after this start coolant
After the use of coolant starts auto feed
Starts machining the 1st side and take it as reference
Then set the reference side with fixed jaw of vice & complete planning of 2nd side
Repeats this process until the required size is obtained
Then clamp work piece in vertical position as right angle accurately
Plain both ends of work piece obtain required length using depth of cut
Remove plain milling cutter &set 90 degree angular milling cutter on the arbor
Remove the work piece from the vice and layout it
Clamp the work piece in the vice according to the layout or operation
Level the job across the milling cutter & clear the job to take a depth of cut
Start v-slot by taking the depth of cut of 1mm in each turn
In case of v-slot in opposite side unclamped the work piece &then clamp to cut the v-slot in opposite side
Start v-slot by taking the depth of cut of 2mm in each turn &repeat it until required size
Clamp 10mm with side milling cutter after removing angular milling cutter
After clamping the work piece engraved center line
Start slotting by taking the cut of 1mm in each and repeat it upto required size
Cut the 2nd slot as previous operation
After completing the job clear all the burrs by filling
Clean up the machine and switch of all the machine control










1 comments:
Hi, I really appreciate you for all the valuable information that you are providing us through your blog.
manufacturer straight spline broaches
Post a Comment